



缸筒内孔激光熔覆修复加工是一项高精度、高效率的先进修复技术,广泛应用于各类机械设备的缸筒内孔修复。该技术通过激光束对熔覆材料进行快速加热和熔化,然后与基材形成冶金结合,实现对缸筒内孔损伤的精准修复。
一、缸筒内孔激光熔覆修复技术原理
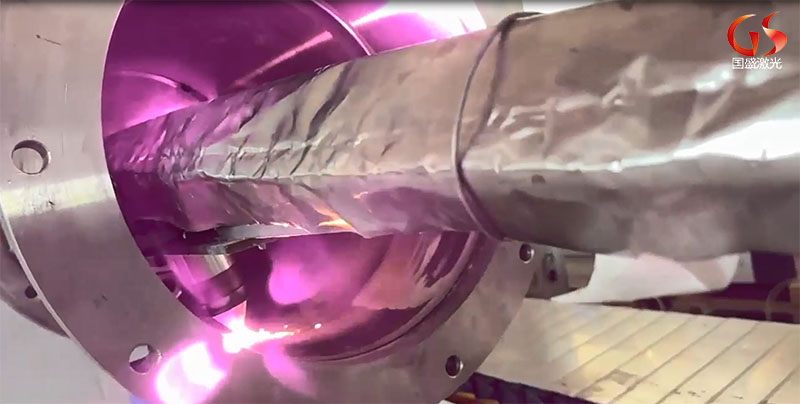
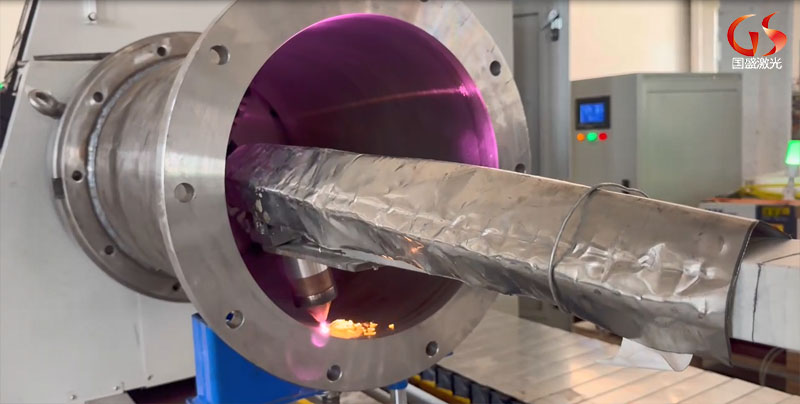
缸筒内孔激光熔覆修复加工主要利用激光束的高能量密度和精确控制性,将熔覆材料以微小的颗粒形式喷射至缸筒内孔表面。激光束迅速加热熔覆材料至熔化状态,同时与基材表面形成一层薄薄的熔池。在激光束的持续作用下,熔池中的熔覆材料与基材发生冶金反应,形成牢固的冶金结合层。待熔池冷却凝固后,即可实现对缸筒内孔损伤的修复。

二、缸筒内孔激光熔覆修复技术特点
1. 高精度:激光熔覆修复加工具有极高的精度,能够实现对缸筒内孔损伤部位的精准定位和修复。
2. 高效率:激光束加热速度快,熔覆材料熔化迅速,大大缩短了修复时间。
3. 强结合力:熔覆材料与基材形成冶金结合,结合力强,修复后缸筒内孔具有良好的机械性能和耐腐蚀性。
4. 广泛适用性:该技术适用于各种材质的缸筒内孔修复,如钢、铁、铜、铝等。
5. 环保节能:激光熔覆修复加工过程中无需添加化学药剂,无污染排放,符合环保要求。

三、缸筒内孔激光熔覆修复工艺流程
缸筒内孔激光熔覆修复加工的工艺流程主要包括以下几个步骤:
1. 损伤检测:对缸筒内孔进行损伤检测,确定损伤部位、程度和范围。
2. 表面处理:对缸筒内孔表面进行清洁、除锈、除油等处理,确保表面干净无杂质。
3. 熔覆材料选择:根据缸筒内孔的材质和损伤情况,选择合适的熔覆材料。
4. 激光熔覆:将熔覆材料以微小的颗粒形式喷射至缸筒内孔表面,利用激光束进行加热和熔化,形成冶金结合层。
5. 冷却凝固:待熔池冷却凝固后,进行后处理,如打磨、抛光等,使修复表面平整光滑。
6. 质量检测:对修复后的缸筒内孔进行质量检测,确保修复质量符合要求。


四、缸筒内孔激光熔覆修复应用实例
缸筒内孔激光熔覆修复加工技术已广泛应用于各类机械设备的缸筒内孔修复中。例如,在石油钻采设备中,缸筒内孔因长期受到高压、高温、腐蚀等恶劣环境的影响,容易出现磨损、腐蚀等损伤。采用激光熔覆修复加工技术,可以快速、准确地修复这些损伤,恢复缸筒内孔的性能,延长设备的使用寿命。此外,该技术还广泛应用于汽车、船舶、航空航天等领域的缸筒内孔修复中。

五、缸筒内孔激光熔覆修复未来发展趋势
随着科技的不断进步和工业的快速发展,缸筒内孔激光熔覆修复加工技术将面临更多的挑战和机遇。未来,该技术将朝着更高精度、更高效率、更广泛适用性的方向发展。同时,随着环保意识的不断提高,激光熔覆修复加工技术将更加注重环保节能和可持续发展。此外,随着人工智能、大数据等技术的不断发展,激光熔覆修复加工技术将实现智能化、自动化和数字化,为工业制造领域带来更多的创新和突破。






